XLSTAT によるヒストグラム:データのバラつきを可視化・分析する
ヒストグラムとは?
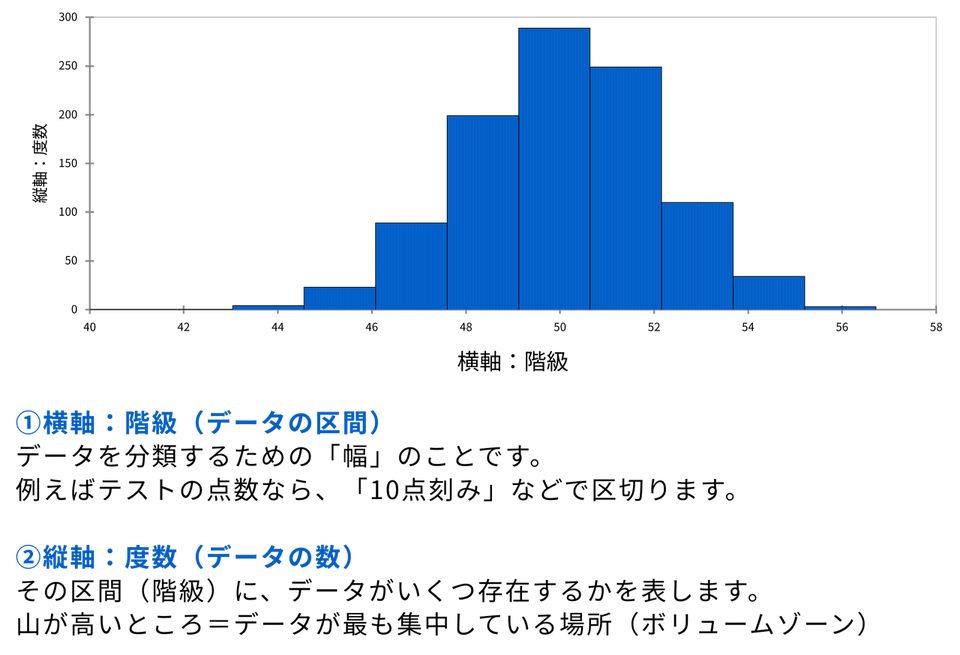
ヒストグラムとは、ある項目のデータ(数値)が、どのような散らばり方(分布)をしているかを可視化した棒グラフのことです。横軸にデータの値をいくつかの範囲(区間)に区切って並べ、縦軸にその区間に入ったデータの個数(度数)をとることで、以下のような特徴が一目で分かります。
- 中心の位置: データがどの値の付近に集中しているか。
- ばらつきの大きさ: データが平均値からどれくらい離れているか。
- 分布の形: 左右対称か、あるいは左右どちらかに偏っているか。
工場の品質管理においては、「製品が規格内に収まっているか」「機械の不調でばらつきが増えていないか」を判断するための最も基本的なツールとして使われます。
ヒストグラムを実行するためのデータセット
今回は「ポテトチップス工場の充填工程」を想定したデータを使用します。規定量(60g)の製品を製造ラインからランダムに抜き取り、重量を測定しました。このデータを用いて、機械ごとの性能差を検証します。
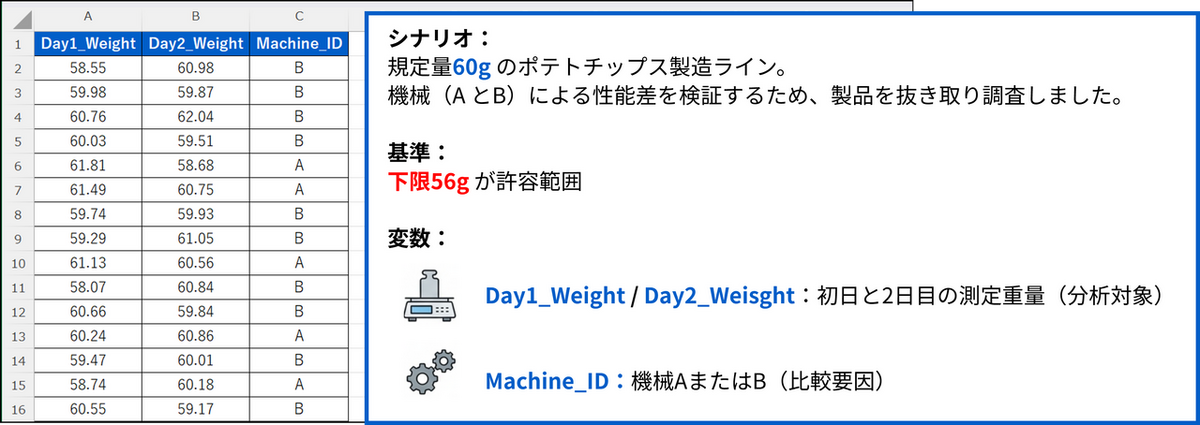
- Day1_Weight: 1日目の測定重量
- Day2_Weight: 2日目の測定重量
- Machine_ID: 製造した機械のID(A または B)
サンプルデータのダウンロードはこちらから
sample-data-for-histogram.xlsmCase 1:日ごとの全体比較
まずは機械の違いを考慮せず、「1日目」と「2日目」のデータ全体を比較します。
-
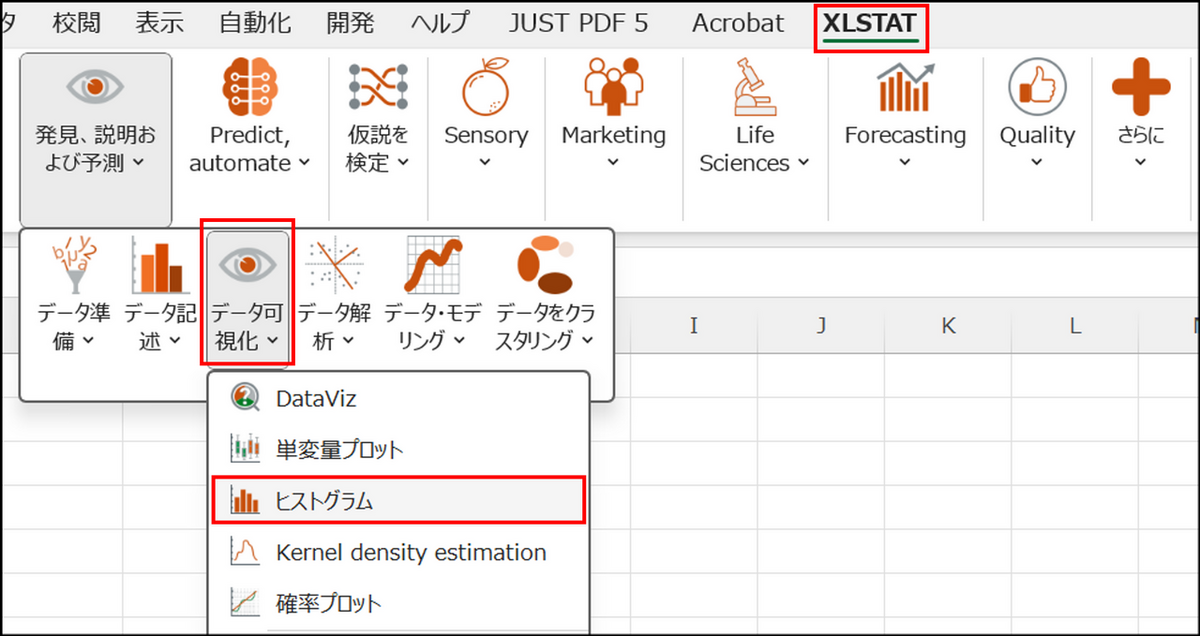
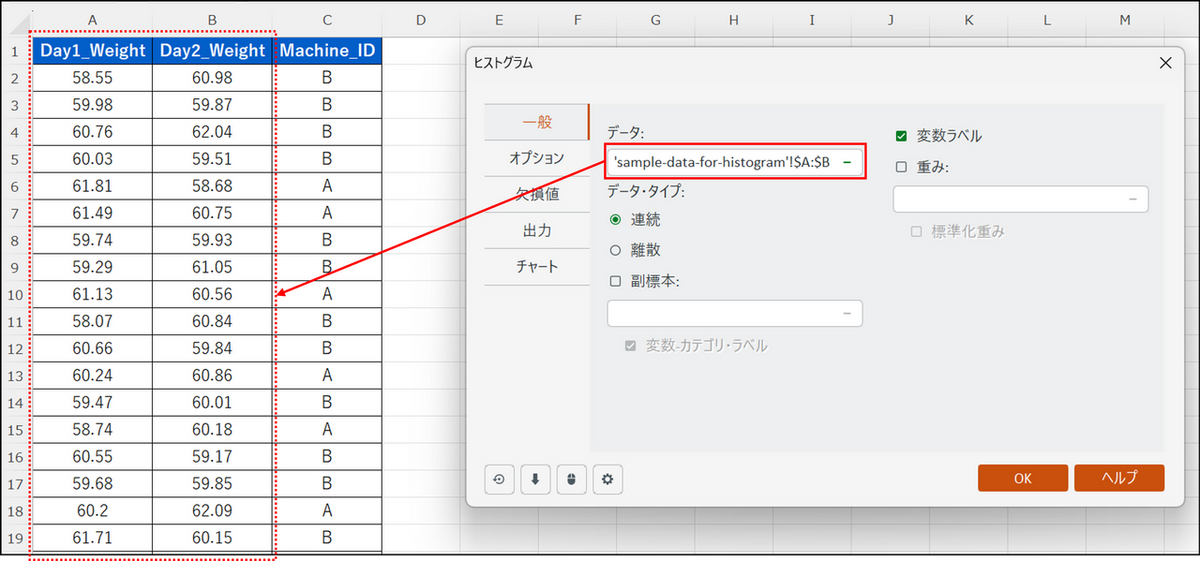
XLSTAT を起動し、[発見、説明および予測] > [データ可視化] > [ヒストグラム] を選択します。
-
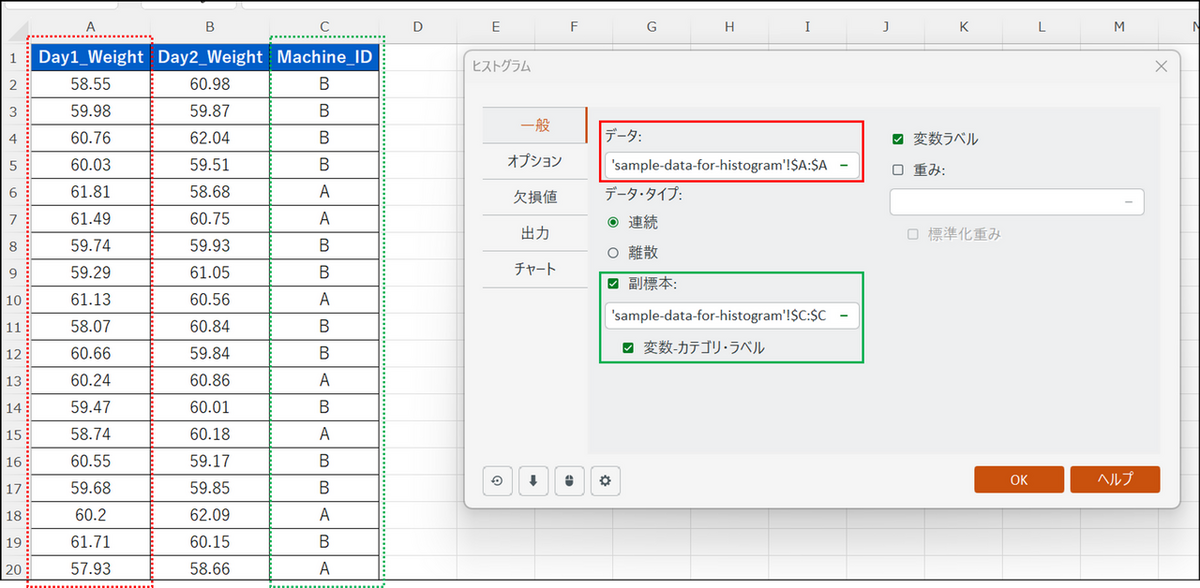
ダイアログボックスが表示されるので、[データ] 項目にて、 Day1_Weight と Day2_Weight の列を選択します。[副標本] のチェックは外しておきます。
-
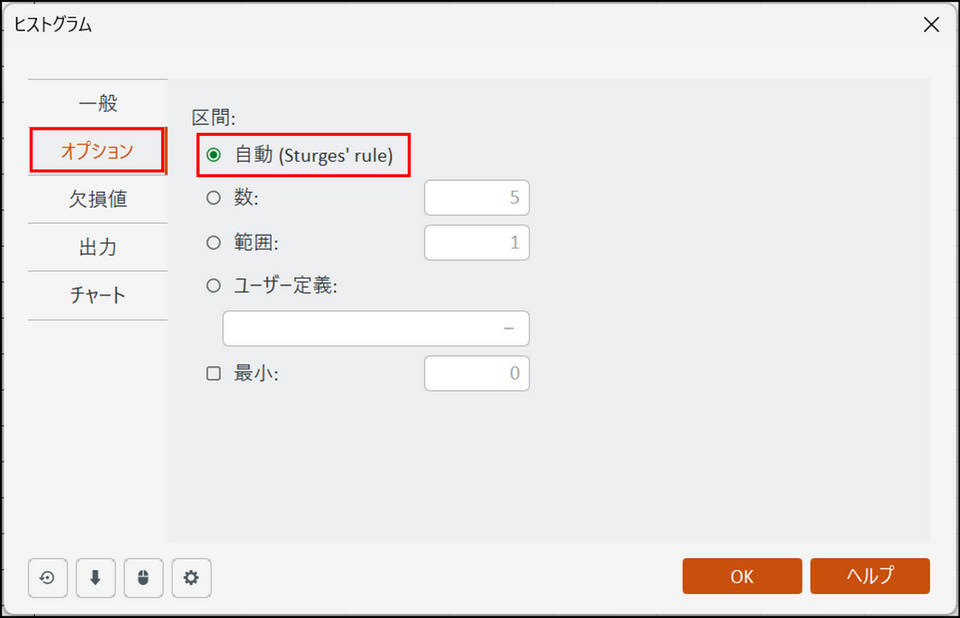
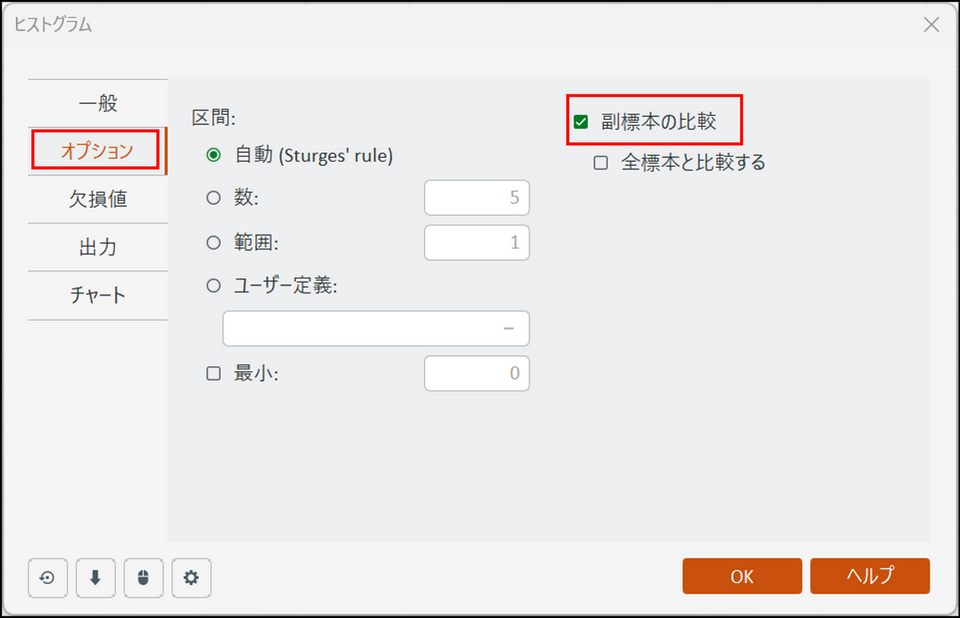
[オプション] タブに切り替え、ヒストグラムの棒の本数を指定します。今回は[自動 (Sturges’ rule)] を選択します。こちらのオプションを選択することで、データ数に応じて最適な数を自動計算します。
-
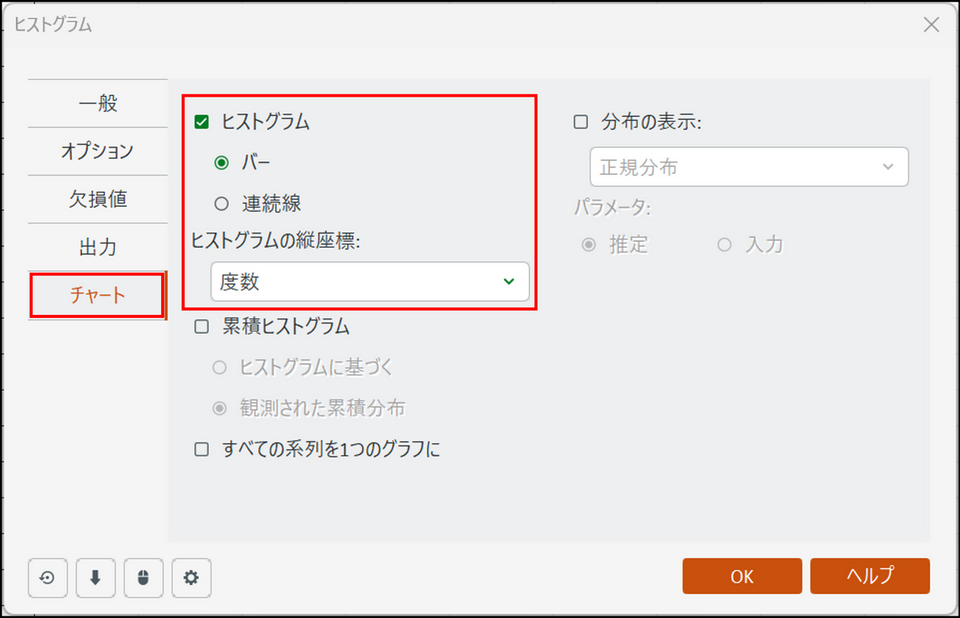
[チャート] タブに切り替え、[ヒストグラムの縦座標] 項目で[度数] を選択します。
-
[OK] ボタンをクリックすると、別シート(ヒストグラム)にヒストグラムが出力されます。
出力結果の確認
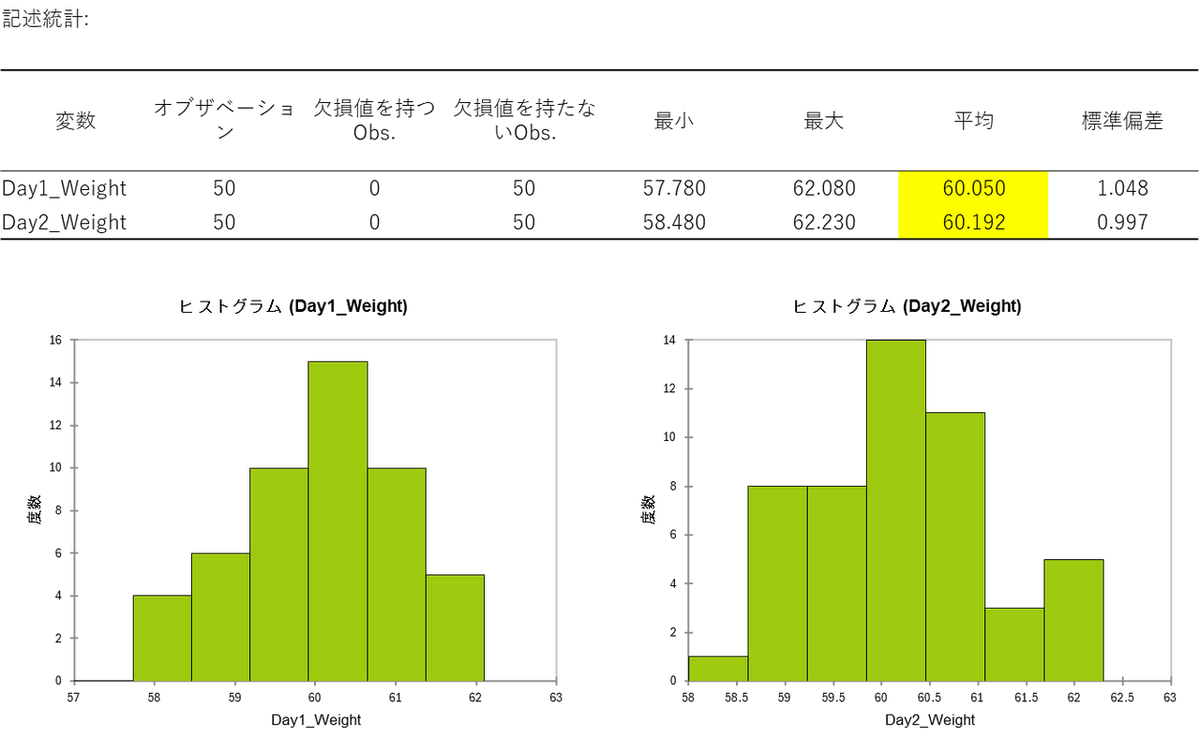
記述統計を確認すると、1日目の平均は60.05g、2日目の平均は60.19g です。大きな差はなく、どちらも規定量(60g)付近で製造できているように見えます。ヒストグラムも正規分布に近い形をしており、極端な異常値も見当たりません。
Case 2:機械ごとの詳細比較(副標本)
次に、「1日目」のデータをさらに掘り下げます。「副標本」機能を使って機械(Machine A, B)ごとにデータを分割し、性能差がないかを確認します。
-
再度、XLSTAT メニューから[発見、説明および予測] > [データ可視化] > [ヒストグラム] を選択し、ヒストグラムのダイアログ画面を開きます。
-
[一般] タブのデータ項目にて、Day1_Weight 列のみを選択します。また、[副標本] 項目にチェックを入れ、Machine_ID の列を選択します。
-
[オプション] タブに切り替え、[副標本の比較] 項目にチェックを入れます(これにより2つの機械のヒストグラムを重ねて比較できます)。
-
[OK] ボタンをクリックします。
XLSTAT が出力した「記述統計」と「ヒストグラム」を読み解き、工場の現状を診断します。
出力結果の解釈(記述統計)
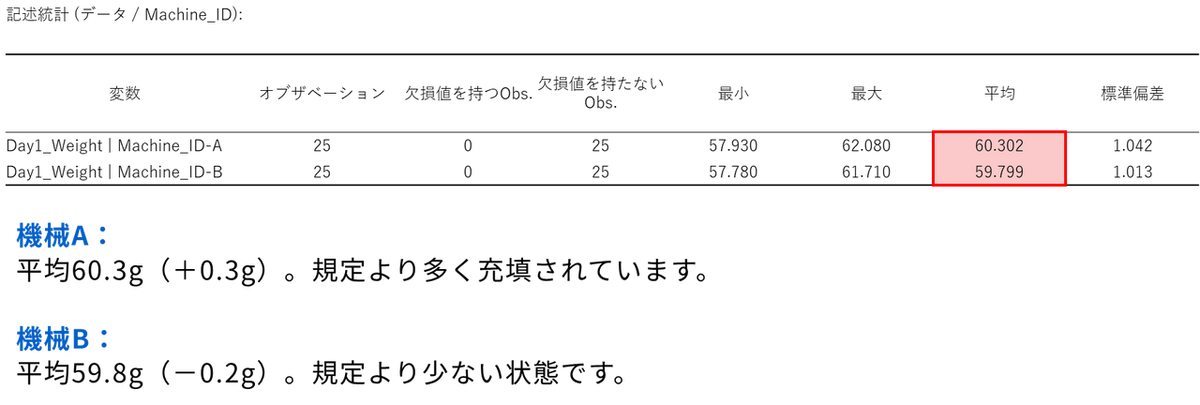
記述統計の表では機械ごとに平均値、最小値、最大値、標準偏差などの情報を確認することができます。今回の結果では、機械 A の平均値は 60.30g となっています。規定量が60g なので、平均して0.3g 多く充填されていることが分かります。一方、機械B の平均値は 59.80g です。わずかではありますが、こちらは規定量の60g を下回っています。お客様の手元に届く商品の平均が規定量不足というのは、品質管理上好ましくありません。
出力結果の解釈(ヒストグラム)
ヒストグラムでは2つの機械のグラフが重なって表示されます。ここでは各機械の「山(ピーク)の位置」のズレに注目してください。
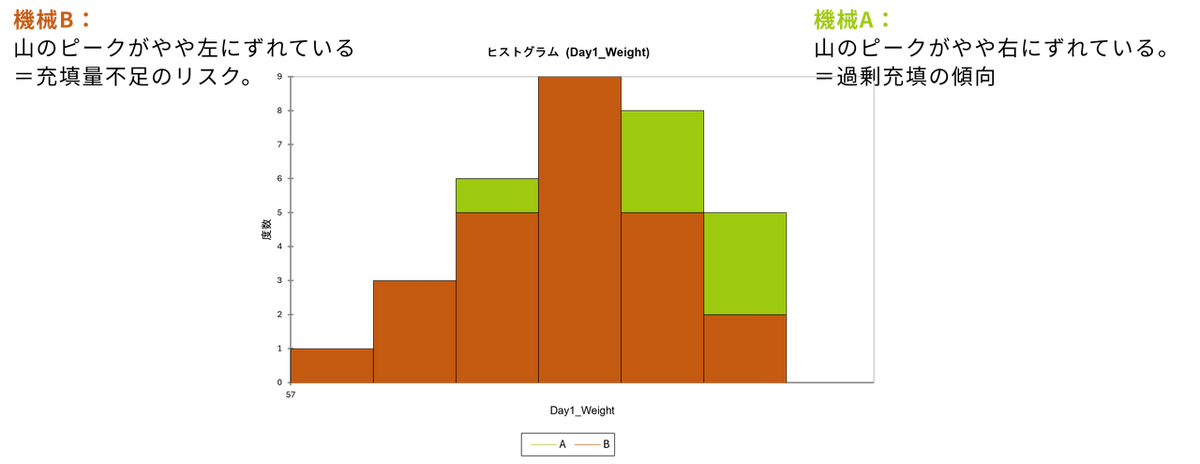
- 機械 A(例:緑色のグラフ):
山が中心の60g よりも右側(重い方)にずれています。記述統計で見た「過剰充填」が視覚的にも明らかです。 - 機械 B(例:茶色のグラフ):
山が中心よりも左側(軽い方)にずれています。「やや軽めに仕上がる傾向」があることが分かります。
今回平均値が60g より低かった 機械 B ですが、下限値の許容範囲(56g)はクリアしているため、直ちに不良品が発生するわけではありません。しかし、顧客満足度の観点からは、設定値を少し上げて平均を60.0g に近づける調整が推奨されます。
一方、機械 A は平均60.30g であり、製品仕様上の問題はありません。しかし、コストの観点からはどうでしょうか? 仮に年間1,000万袋を製造する場合、0.3g × 1,000万 = 3,000kg の原料が余分に消費されていることになります。この誤差を「ビジネス的な損失」として捉えるならば、機械 A についても充填量を厳密に管理する改善施策が必要かもしれません。
まとめ
ヒストグラムは、単なる数値の羅列からは読み取れないデータの「中心傾向」や「ばらつき具合」を瞬時に可視化し、工程やビジネスの現状を客観的に把握するための便利なツールです。XLSTAT を活用すれば、Excel という使い慣れた環境の中で、こうした基本的なグラフ作成から、今回ご紹介した「副標本」機能を用いた層別比較などの高度な分析まで、コーディングなしで直感的に実行できます。データの裏側に隠れた課題を発見し、より精度の高い意思決定を行うための第一歩として、ぜひ XLSTAT を日々の業務にお役立てください。
参考文献
XLSTAT の無料トライアル
トライアルでは、最上位パッケージ XLSTAT Advanced に加え、3D Plot と LatentClass のオプションもご利用いただけます。本記事で紹介したヒストグラムはすべてのライセンスでご利用いただけます。
無料トライアルを申し込む*トライアルは登録完了日に開始され、有効期間は14日間です。トライアルを更新または延長することはできません。